Zahntechnik 14.06.2016
Effektivitätssteigerung mit dem 3-D-Druck

share

Die Möglichkeiten, die dem Dentallabor mit einem eigenen 3-D-Drucker geboten werden, sind vielfältig. Ein Vorteil ist die erhöhte Effektivität gegenüber herkömmlichen Verfahrensweisen. ZTM Pano Athanasiou beschreibt in diesem Beitrag das in seinem Labor primäre Einsatzgebiet für den 3-D-Drucker fab-13 (Dentona): Die Fertigung eines Modellgussgerüstes.
Grundsätzlich ist die CAD/CAM-gestützte Fertigung in unserem Laboralltag seit vielen Jahren fester Bestandteil des Arbeitsalltags. Die Frästechnologie lässt uns Indikationen und Materialien umsetzen, die bis dato nicht möglich waren. Wir erreichen eine Passungs- und Materialqualität, die mit der industriellen Fertigung vergleichbar ist. Mit dem 3-D-Druck wird uns nun eine Technologie an die Hand gegeben, die bisherige Verfahren sinnvoll ergänzt. Wir arbeiten seit circa einem Jahr mit dem 3-D-Drucker fab-13 (Dentona). Das primäre Einsatzgebiet ist bei uns die Modellgusstechnik. Der Drucker ist hier eine wertvolle Bereicherung geworden. Zusätzlich zu verbesserten Ergebnisqualitäten und der erhöhten Effizienz konnten wir mit dem 3-D-Drucker dem Fachkräftemangel entgegenwirken. Die Modellgusstechnik zählt zu einem Bereich, der bei Zahntechnikern in der Regel wenig populär ist. Die attraktive Möglichkeit, den Modellguss mit Unterstützung digitaler Technologien herstellen zu können, hat in unserem Labor ein hohes Engagement bei den digital affinen Technikern ausgelöst. Das ist aus unternehmerischer Sicht ein wichtiger Parameter. Ein weiterer großer Vorteil ist die signifikante Effektivitätssteigerung.
Der digitale Weg zum Modellgussgerüst
Der Modellguss gehört in unserem Labor zu einer häufigen Indikation. Viele herausnehmbare Versorgungen werden über die Doppelkronentechnik (zum Beispiel Einstückguss) realisiert. Aber auch der herkömmliche Klammermodellguss wird nach wie vor oft angefertigt. Für beide Varianten ist der 3-D-Druck eine enorme Arbeitserleichterung. Mehr als 90 Prozent der Modellgussgerüste werden mithilfe des Druckers hergestellt. Pro Woche sind das 20 bis 25 Gerüste. Das Gerüst wird digital modelliert, in einem ausbrennfähigen Kunststoff gedruckt und über das Gussverfahren in die gewünschte Legierung übertragen.











Vorgehen
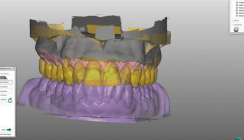
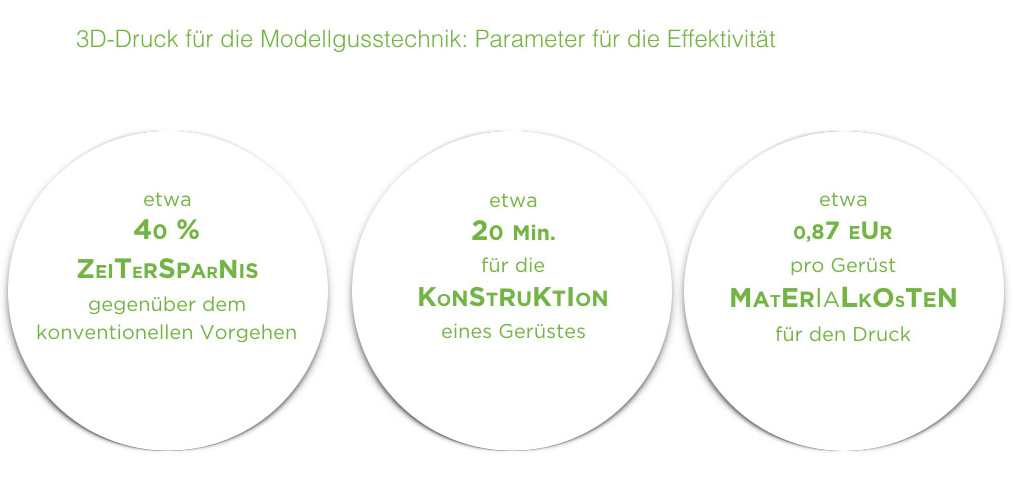
Ein- bis zweimal pro Woche werden alle Patientenarbeiten im Labor „eingesammelt“, für die ein Modellgussgerüst gefertigt werden soll. Zunächst wird die Gerüstdimension auf dem Modell skizziert. Hierbei orientieren wir uns an den bekannten Vorgaben und den in der Zahntechnik seit Jahren bewährten Parametern. Danach werden grobe Unterschnitte ausgeblockt und das Modell über den Laborscanner digitalisiert. Das in der CAD-Software (3-Shape) integrierte Tool für die Modellgusstechnik ermöglicht nun ein vergleichsweise einfaches Vorgehen. Ausblocken, virtuelle Konstruktion mit „präfa-brizierten“ Elementen, Feinbearbeitung des Designs – ähnlich wie mit Wachs kann in der Software das Gerüst „modelliert“ werden. Achtung: Oft neigt man dazu, das Gerüst in der Software zu grazil zu gestalten. Es bedarf etwas Training, um eine Balance zwischen ausreichender Stabilität und wenig Nacharbeit zu erreichen. Das Basiswissen des Zahntechnikers vorausgesetzt, kann innerhalb von 20 bis 30 Minuten ein adäquates Gerüstdesign erarbeitet werden. Die STL-Daten der Konstruktion werden an den Drucker übertragen und das Gerüst im entsprechenden Material (ausbrennfähiges Harz) gedruckt.
Die Arbeitsschritte nach dem Druck beschränken sich auf ein Minimum. Innerhalb weniger Minuten erfolgt die Passungskontrolle auf dem Modell. Das gedruckte Kunststoffgerüst wird auf das Modell gesetzt. Je nach Bedarf kann Material an- oder abgetragen werden. Bei einer Doppelkronenprothese werden die Sekundärteile herkömmlich in Wachs modelliert und anschießend mit dem gedruckten Kunststoffgerüst verbunden. Jetzt kann das Gerüst zum Guss vorbereitet werden. Zum Anstiften arbeiten wir mit Wachsdrähten gewohnter Konfiguration. Wenn gewünscht, können bei der CAD-Konstruktion auch passgenaue Gusskanäle „modelliert“ und mit dem Gerüst gedruckt werden. Anstiften, Einbetten, Vorwärmen und Gießen folgen dem bekannten Vorgehen. Je nach Dimension können bis zu vier Gerüste pro Muffel gegossen werden. Das Aufpassen und Ausarbeiten nach dem Gießen sind vergleichsweise unkompliziert, da bereits in Kunststoff die ideale Form und Passung erarbeitet worden ist. Wir haben in unserem Arbeitsalltag bislang kaum einen bis gar keinen Verzug des Kunststoffgerüstes festgestellt, so dass die Passungsqualität des gegossenen Gerüstes hervorragend ist.
Zeitaufwand
Die Zeit bis zum eigentlichen Guss des Gerüstes ist stark reduziert. Es müssen zum Beispiel keine Silikonduplierform und kein Einbettmassemodell mehr gefertigt werden. Die eigentliche CAD-Konstruktion nimmt zwischen 20 und 30 Minuten in Anspruch. Da mehrere Modellgussgerüste mit einem Mal gedruckt und später gegossen werden können, ist die effektive Arbeitszeit pro Gerüst weitaus geringer als im konventionellen Vorgehen. Im 3-D-Drucker fab-13 können etwa acht Gerüste mit einem Druckprozess realisiert werden. Die Dauer beträgt 2 bis 3 Stunden. Sollen mehr als acht Gerüste umgesetzt werden, kann der Druck mit einer weiteren Ebene erfolgen – etwa 14 Gerüste werden in circa acht Stunden gedruckt. Diese Möglichkeit nutzen wir gern, um über Nacht zu drucken. Am Abend wird der Drucker bestückt und am nächsten Morgen stehen 14 Kunststoffgerüste zum Guss bereit.
Materialaufwand
Mit dem beschriebenen Vorgehen können wir auf das Einbettmassemodell ebenso verzichten wie auf die Silikonduplierform. Im Gegensatz dazu verbrauchen wir den Kunststoff für den 3-D-Drucker. Pro Gerüst werden etwa 2 bis 3 Gramm Druckmaterial benötigt. 1 Liter kostet bei Dentona 289,00 EUR. Der Materialeinsatz für ein Modellgussgerüst beläuft sich somit auf circa 0,87 EUR, zzgl. Legierung.
Der Drucker
Das Verfahren des 3-D-Drucks ist in der Zahntechnik seit Jahren etabliert, zum Beispiel die Stereolithografie und das Selective Laser Melting. Allerdings waren diese Verfahren bislang eher Bestandteil der industriellen Fertigung. Die Einführung von 3-D-Drucksystemen für den Einsatz im Dentallabor haben wir aufmerksam verfolgt und uns zeitnah für ein eigenes System entschieden. Der fab-13 von Dentona arbeitet nach dem DLP-Verfahren (Digital Light Processing). Ein Beamer belichtet während des Druckprozesses den photoaktiven Kunststoff und härtet ihn so aus. Mit den von Dentona entwickelten Materialien können verschiedene Indikationen umgesetzt werden.
Fazit
Betrachten wir die vielen Arbeitsschritte in der konventionellen Fertigungskette bis zum Modellgussgerüst, wird deutlich, woraus die Effizienzsteigerung mit dem 3-D-Druckverfahren resultiert. Beispielsweise wird kein Einbettmassemodell mehr benötigt. Auch das Duplieren entfällt. Die Konstruktion ist innerhalb weniger Minuten fertiggestellt. Wir haben im digitalen Vorgehen eine neue Chance für uns entdeckt. Modellgussgerüste werden wesentlich zügiger und präziser realisiert. Mit dieser erheblichen Effizienzsteigerung hat sich der 3-D--Drucker fab-13 innerhalb kurzer Zeit amortisiert. Mit dem Einstieg in die 3-D-Drucktechnologie haben wir einen zukunftsweisenden Schritt genommen.
 VITA LUMEX® UNIQUE
VITA LUMEX® UNIQUE  Pinzette (BWI)
Pinzette (BWI)  Directa TrollByte Kimera
Directa TrollByte Kimera  3-Layer FLEX
3-Layer FLEX  3D-gedruckte Schienen
3D-gedruckte Schienen  DD cube X® ML
DD cube X® ML  DD Incisal X
DD Incisal X  DD Art Elements – Effektfarben
DD Art Elements – Effektfarben  DD Solid Link
DD Solid Link  DD Bio Splint FLEX
DD Bio Splint FLEX