Zahntechnik 26.01.2026
Kombiarbeit und digitale Totalprothetik – Effizienz durch CAD/CAM mit SLM-Verfahren
Der folgende Fachbeitrag zeigt detailliert das Vorgehen bei einer Kombiarbeit unter Nutzung digitaler Tools in der Totalprothetik.
Ausgangssituation
Im Unterkiefer sollte eine Teleskopprothese mit Primärteilen auf den Zähnen 34 und 43 aus CoCr gefertigt werden. Die Patientin war im Oberkiefer zahnlos und mit einer Totalprothese versorgt, die jedoch erneuert werden sollte. Als Ausgangsbasis lagen uns ein Intraoralscan des Unterkiefers sowie ein Scan der unterfütterten Oberkieferprothese vor.


















Digitale Konstruktion der Oberkiefertotalprothese
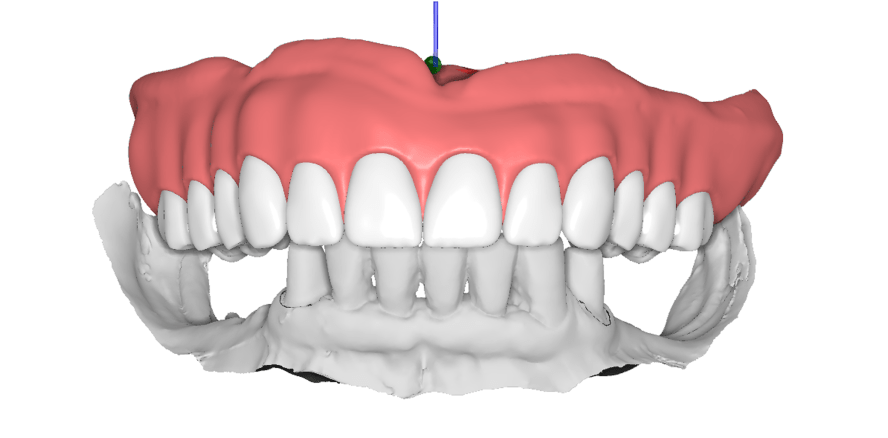
Begonnen wurde mit dem Oberkiefer. Mit dem Programm Baltic Denture der Firma Merz Dental lässt sich eine Totalprothese auf einfache Weise digital konstruieren. Die Scandaten wurden als STL-Files in die Software importiert, anschließend zugeschnitten und einer Modellanalyse unterzogen. Für die Zahnaufstellung wurde zunächst eine passende Zahngarnitur ausgewählt, die zu Beginn nur als Block positioniert werden konnte. In einem weiteren Schritt konnte die Aufstellung individuell angepasst werden. Danach erfolgte die Gestaltung der Gingivaanteile.
Sobald die Konstruktion des Oberkiefers abgeschlossen war, wurde die komplette Prothese als ein Datensatz exportiert, um eine Try-in-Prothese herzustellen. Diese wurde im 3D-Druckverfahren aus einem monochromen Material gefertigt.

Konstruktion und Fertigung der Unterkieferinnenteleskope
Parallel zur Oberkieferprothese wurden im Unterkiefer mit dem Dental Designer von 3Shape die Innenteleskope konstruiert. Die Fertigung erfolgte im hauseigenen Fertigungszentrum LAC Laser Add Center GmbH mittels 3D-Druck im SLM-Verfahren (Selektives Lasermelting bzw. Metall-3D-Druck).
Das LAC Laser Add Center wurde 2009 von den Dentallaboren der Handrich-Gruppe gegründet. Ziel war es, die digitale Fertigung von Zahnersatz systematisch voranzutreiben und zu etablieren. Aus dieser Initiative entstand schließlich das LAC, das heute ein breites Spektrum an zahntechnischen Dienstleistungen anbietet. Vom Metall-3D-gedruckten Modellguss bis hin zur gefrästen Zirkonkrone produziert LAC sowohl für die eigenen Labore als auch für den freien Markt. Während die Primärteile und die Try-in-Prothese gefertigt wurden, wurden parallel auf Basis des Unterkiefer-Intraoralscans ein individueller Löffel sowie eine Bissschablone konstruiert. Die Konstruktion erfolgte mit dem Programm BiteReg der Firma r2 dei exmachina.
Anschließend wurden Löffel und Bissschablone mittels 3D-Druck aus Kunststoff realisiert. Für die Fertigung kam das Material NYTE3D 3IN1 TRAY zum Einsatz.
SLM-Verfahren: Schichtweises 3D-Drucken von Metall
Beim SLM-Verfahren (Selektives Lasermelting) wird Metallpulver Schicht für Schicht auf eine Grundplatte aufgetragen und jeweils durch einen Laser aufgeschmolzen, bis das gewünschte Bauteil entsteht. Die Vorteile dieses Verfahrens liegen klar auf der Hand: Im Gegensatz zum Fräsen entsteht deutlich weniger Materialabfall, da überschüssiges Pulver wiederverwendet werden kann. Material wird nur dort verbraucht, wo es tatsächlich benötigt wird. Verschleißwerkzeuge entfallen, und auch komplexe Geometrien mit hohen Hinterschnitten oder Überhängen lassen sich problemlos fertigen – ideal für den Klammer-Modellguss. Zudem spart man sich im Vergleich zum herkömmlichen Verfahren Zeit, da Arbeitsschritte wie das Dublieren oder die Herstellung eines Einbettmassemodells usw. nicht mehr anfallen.
Überabformung und Einprobe der Try-in-Prothese
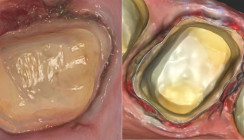
Als alle Komponenten fertiggestellt waren, ging die Arbeit in die Praxis. Im Unterkiefer wurden die Primärteleskope eingesetzt und die Überabformung durchgeführt. Im Oberkiefer wurde die Try-in-Prothese einprobiert und auf Funktion sowie Ästhetik überprüft.
Sollten Probleme oder Änderungswünsche auftreten, kann das Design im Labor noch einmal modifiziert werden, und bei Bedarf wird eine zweite Try-in-Prothese für eine weitere Einprobe gefertigt. Im vorliegenden Fall passte alles sofort, sodass die Behandlerin mithilfe der Bissschablone und der Try-in-Prothese den Biss festlegte und die Arbeit anschließend zurück ins Labor schickte.
Fertigstellen der Innenteleskope und der Oberkieferprothese
Zurück im Labor wurde die Überabformung ausgegossen und ein konventionelles Meistermodell aus Gips erstellt. Anschließend wurde die Try-in-Prothese mithilfe der Bissschablone einartikuliert. Parallel wurde der Datensatz der Oberkiefertotalprothese an das Fertigungszentrum LAC übermittelt, wo die Prothese mittels Frästechnik auf einer imes-icore Fräsmaschine gefertigt wurde. Die fertig gefräste Prothese wurde anschließend an das Labor zurückgesendet, nachbearbeitet, poliert und endgültig fertiggestellt.
Zeitgleich lief die Unterkieferarbeit weiter. Die Innenteleskope wurden nach der Überabformung auf ihre Parallelität überprüft und am Fräsgerät nachgefräst und fertig ausgearbeitet.
Konstruktion der Sekundärteleskope und des Modellgusses
Anschließend erfolgte die Konstruktion der Sekundärteleskope und des Modellgusses, erneut im Programm 3Shape. Die Primärteile sowie das Modell wurden zuvor mit einem optischen Laborscanner eingescannt. Im Kronen- und Brückenmodul wurden zunächst die vestibulär verblendeten Sekundärteleskope designt.
Um später die Außenteleskope und den Modellguss miteinander verbinden zu können, wurden kleine Schwänzchen konstruiert. Über diese Appendixe wurde der Modellguss später einfach überkonstruiert, sodass im Modellguss ein Kasten entstand, in dem beide Teile präzise ineinanderpassten und verklebt werden konnten.
Sobald die Sekundärkronen fertig konstruiert waren, ging es an den Modellguss. Es war ein einfacher Transversalbügel mit Lochretentionen an den Freiendsätteln geplant. In 3Shape besteht die Möglichkeit, das Modell mit der designten Konstruktion zu kombinieren und als einen Datensatz auszugeben. Auf diesem zusammengeführten Datensatz wurde nun direkt der Modellgussbügel designt. Auf diese Weise ließ sich Zeit sparen, da nicht gewartet werden musste, bis die Sekundärteleskope vollständig fertiggestellt waren.
Fertigung der Außenteleskope und des Modellgusses
Sowohl die Außenteleskope als auch der Modellguss wurden wieder in unserem Fertigungszentrum LAC gefertigt. Die Außenteleskope wurden präzise auf einer Fräsmaschine hergestellt, während der Modellguss mittels SLM-Verfahren produziert und fertig ausgearbeitet sowie poliert an das Labor zurückgeliefert wurde.
Im Labor überprüfte unser Zahntechniker alle Komponenten auf Passgenauigkeit und Funktion. Da alle Teile einwandfrei waren, wurden die Teleskope und der Modellguss mittels Klebetechnik final zusammengefügt.
Verblendung, Wachseinprobe und Fertigstellung
Die Sekundärteleskope im Unterkiefer wurden klassisch mit Komposit verblendet, wobei ein Komposit der Firma SHOFU verwendet wurde. Im Seitenzahnbereich wurden konventionelle Kunststoffzähne in Wachs aufgestellt.
Nach Fertigstellung ging der Unterkiefer als Wachseinprobe zusammen mit dem bereits fertigen Oberkiefer in die Praxis. Dort konnten sich die Behandlerin und die Patientin einen Überblick über die gesamte Arbeit verschaffen. Alles wurde nun zusammen auf Funktion und Ästhetik geprüft.
Da alles zufriedenstellend war, ging die Arbeit zurück in das Labor und wurde mittels Vorwalltechnik in Kunststoff umgesetzt und vollständig fertiggestellt. Abschließend wurden alle Metallanteile nochmal auf Hochglanz poliert, und die Arbeit wurde von unserer Meisterin einer abschließenden Endkontrolle unterzogen.
Fazit
Effizienz durch digitale Verfahren und enge Zusammenarbeit
Digitale Verfahren wie der 3D-Druck erleichtern Kombiarbeiten erheblich. Durch die digitalisierten Abläufe arbeiten wir deutlich effizienter und sparen Arbeitsschritte ein, sodass unsere Zahntechniker ihre handwerklichen Fähigkeiten und ihr fachliches Wissen gezielt dort einsetzen können, wo sie wirklich gebraucht werden. Neben der Technik ist eine enge Zusammenarbeit mit dem Behandler sowie eine klare Kommunikation mit dem Patienten entscheidend für einen reibungslosen Ablauf und den erfolgreichen Abschluss solcher Arbeiten.
Autor: ZTM Konstantinos Lagaris

ZT Zahntechnik Zeitung
Die ZT Zahntechnik Zeitung ist das einzige unabhängige Zeitungsformat für Zahntechniker mit den Schwerpunkten Berufspolitik und Laborführung. Die branchenerfahrene Redaktion der ZT Zahntechnik Zeitung dokumentiert und interpretiert in den Bereichen Politik, Wirtschaft, Technik und Service die Entwicklung des Dentalmarkts und gibt den Zahntechnikern wichtige Impulse für den Laboralltag, insbesondere für die strategische Positionierung im Wettbewerbsumfeld.
 VITA LUMEX® UNIQUE
VITA LUMEX® UNIQUE  Pinzette (BWI)
Pinzette (BWI)  Directa TrollByte Kimera
Directa TrollByte Kimera  3-Layer FLEX
3-Layer FLEX  3D-gedruckte Schienen
3D-gedruckte Schienen  DD cube X® ML
DD cube X® ML  DD Incisal X
DD Incisal X  DD Art Elements – Effektfarben
DD Art Elements – Effektfarben  DD Solid Link
DD Solid Link  DD Bio Splint FLEX
DD Bio Splint FLEX